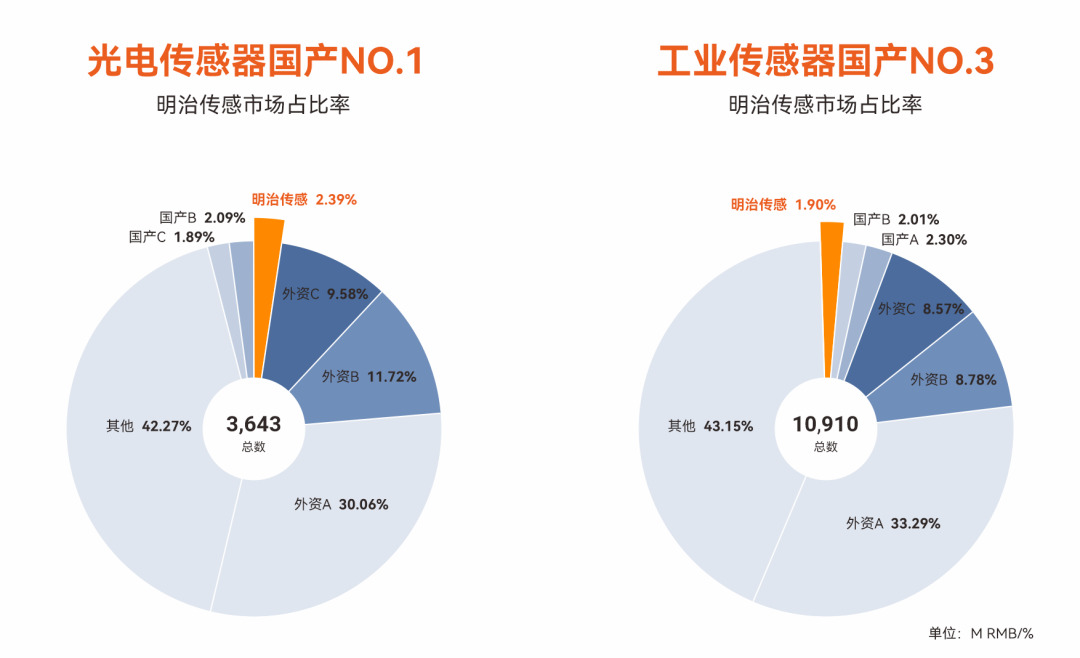
蝉联!明治传感再次登顶中国工业光电传感器第一

新品登场!明治经济型激光位移传感器MLD15系列

明治传感 | 10w+工程师都在用的传感器选型小程序焕新升级!

明治新品TQ40 | 一款传感器,多种角度,徒手秒装

开工第一天:人没醒,传感器先醒了
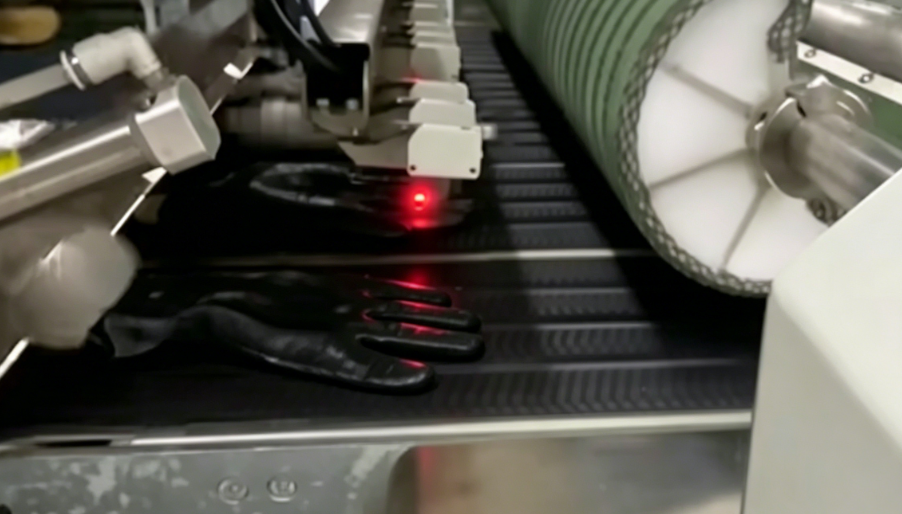
小光斑激光传感器定制:让黑色手套检测更稳、更准、更快
持续加码 | 明治传感再获“全球通行证”!

明治案例 | 0.5mm精度、0%漏检率!玻璃管内径在线全检

在电子产品组装产线上,PCB板上微小元件的漏装问题一直是个“隐形杀手”。尤其是按键——形状不同、颜色各异,表面还容易反光,如何快速、稳定地检测按键是否全部装配到位?

今天,明治传感的工程师带来一个真实的现场案例,看看我们是如何用VDS10视觉传感器一招制胜的。
应用场景
PCB板上有4个按键,需要在不停线的情况下,一次性、可靠地判断这3个按键是否都装配到位。
难点分析
按键种类繁多——不同批次的板子,按键的形状和颜色都不一样;
按键表面有镜面反光——普通光源照射下,按键表面高亮反光会掩盖真实成像特征,导致误判;
节拍要求高——需要在产线高速运行中完成实时判断。
选型推荐
针对这个场景,我们推荐了明治视觉传感器VDS10系列作为核心检测单元。

1. 传感器选型:VDS10-BQ0106-WP(带偏振白光型号)
考虑到按键表面反光严重,普通光源下按键部位会形成大面积过曝区域,掩盖真实轮廓。因此我专门选用了带偏振白光光源的型号,配合镜头前加装偏振片,有效滤除镜面反射光,只保留漫反射成分,让按键与PCB背景之间的灰度对比度显著提升,图案识别更稳定
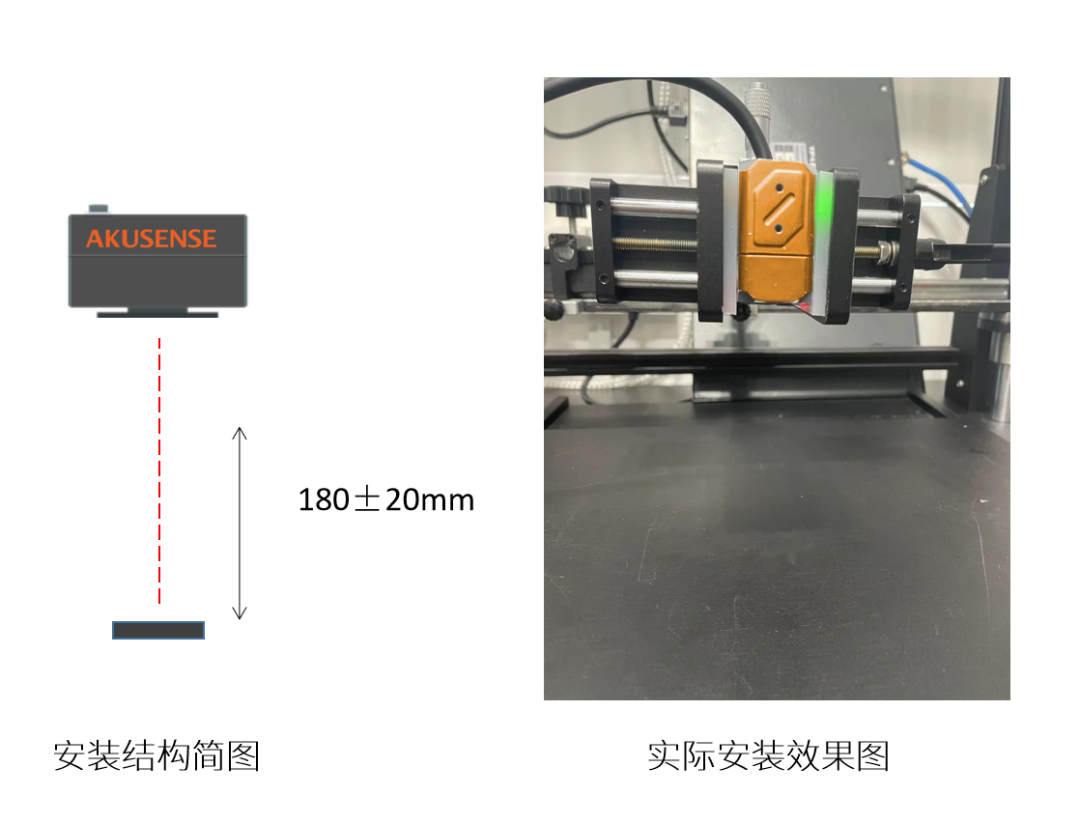
2、焦距和安装距离:选用6mm焦距版本,工作距离按实际现场设定在40~300mm范围内,在保证成像视野覆盖3个按键的同时,获得足够的细节分辨率
3、检测工具:图案有无
成像稳定之后,进入检测逻辑部分。这3个按键虽然形状、颜色各异,但每个按键本身的内部轮廓和纹理特征是相对稳定的。
在软件工具中,我们为每个按键区域分别框选了感兴趣区(ROI),启用图案有无工具——该工具在ROI内寻找与设定模板匹配的特征图案,当目标区域内找不到符合图案特征的物体时,即判定缺失。
4、外设通讯与I/O
配合产线PLC信号交互:
网口:通过以太网接入车间局域网,供上位机远程监控检测画面。
RS232串口:将OK/NG结果实时发送给现场工控机,供数据追溯和统计。
电源+IO:24V DC供电;利用两路光耦隔离输入接收产线触发信号(如到位传感器信号),通过三路非隔离输出将判断结果传递给剔除机构或报警装置。
应用效果
OK
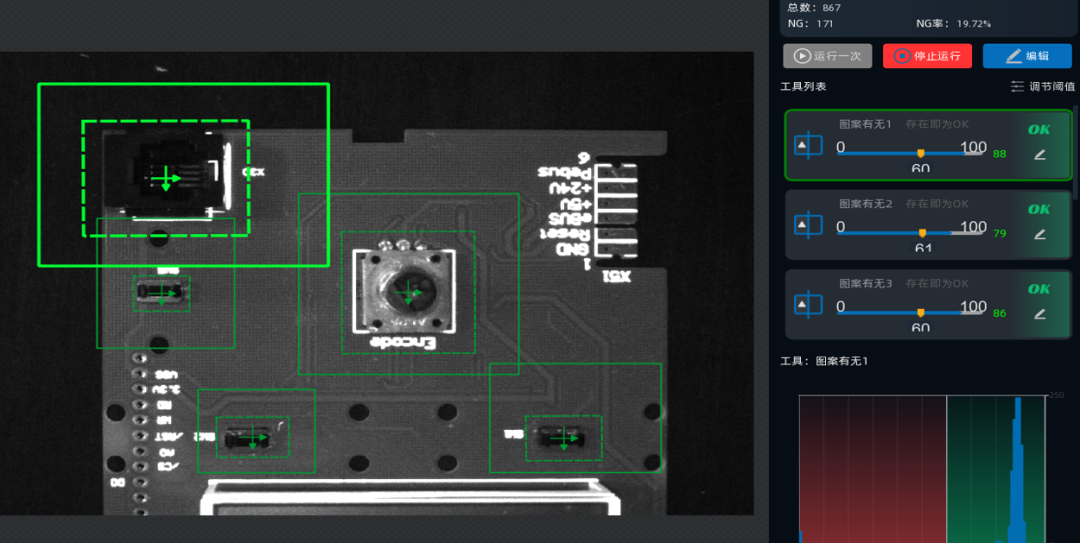
三个按键装配齐全
NG
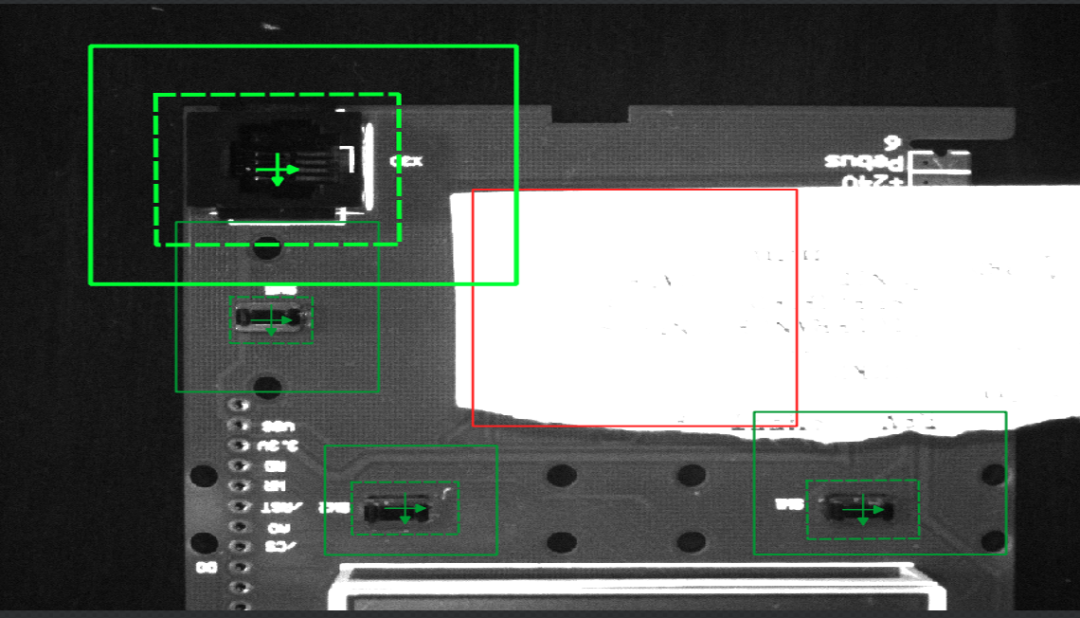
中间按键缺失
NG
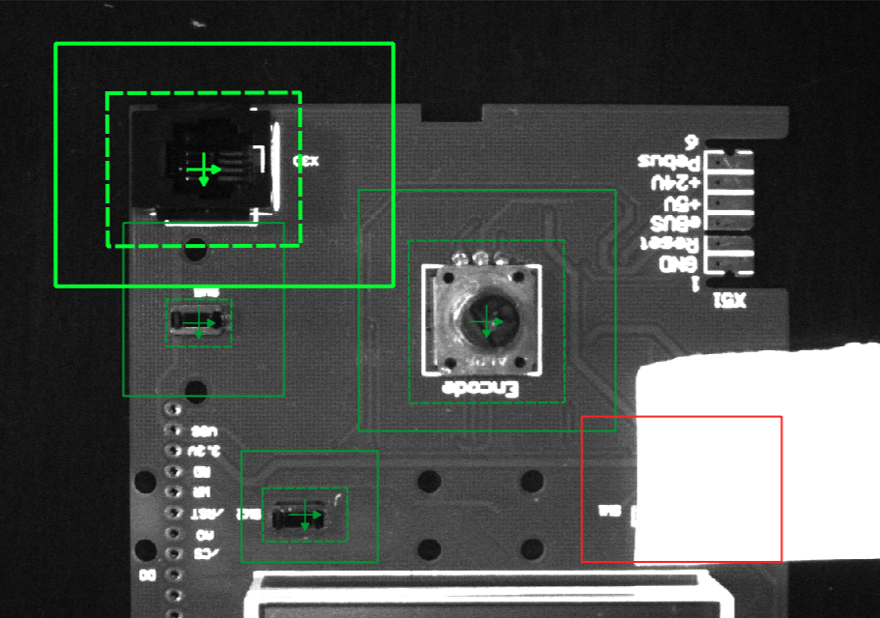
中间按键缺失
现场测试下来,VDS10装在一个支架上,从上往下正对PCB板,取图速度非常快,在产线运行速度下完全跟得过来。
由于使用了偏振光源,不同批次、不同颜色的按键拍出来的图像稳定性很好——明亮均匀、没有高光干扰,而“图案有无”工具能够非常稳定地锁定真实的按键特征,系统运行平稳。

如果您也面临类似检测难题,欢迎和我们交流! 我们将为您提供解决方案,助力您的生产线迈向智能化升级!

扫码获取专属服务