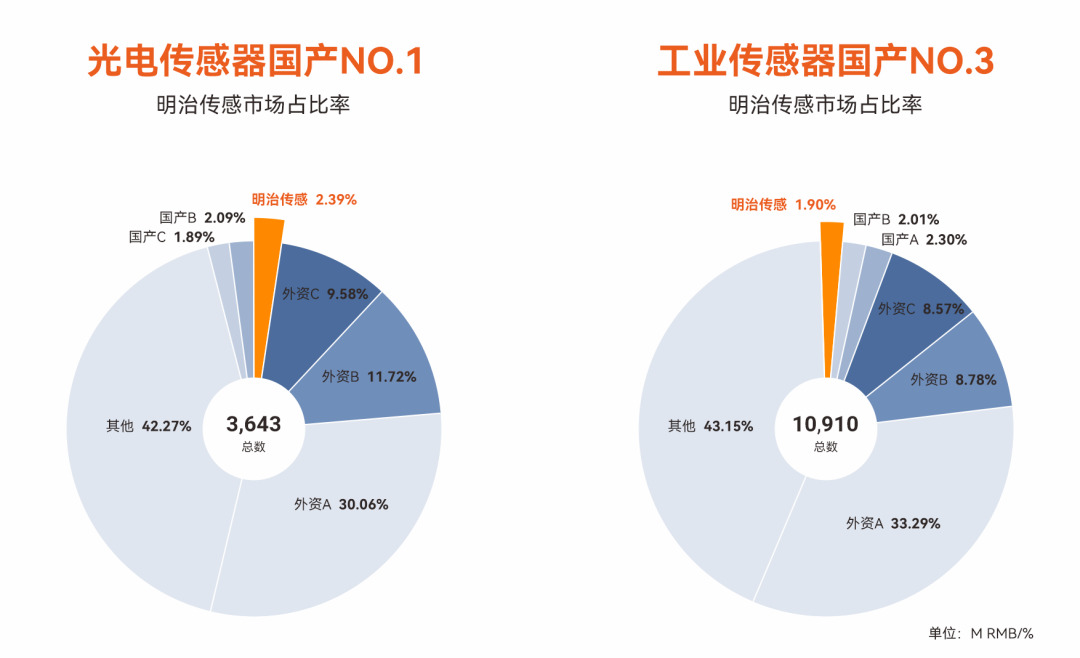
蝉联!明治传感再次登顶中国工业光电传感器第一

聚光成炬 志在必得|明治传感经销商赋能大会圆满举行

志奋领(明治传感)苏州分公司喜迁新址!

汽车行业冲压设备智能化升级指南:10大关键工位传感器应用选型部署
成都工博会圆满收官 | 从光电到AI,明治传感带你回顾这场智造盛宴

铁路站台的安全,原来被 TA 悄悄守护着!
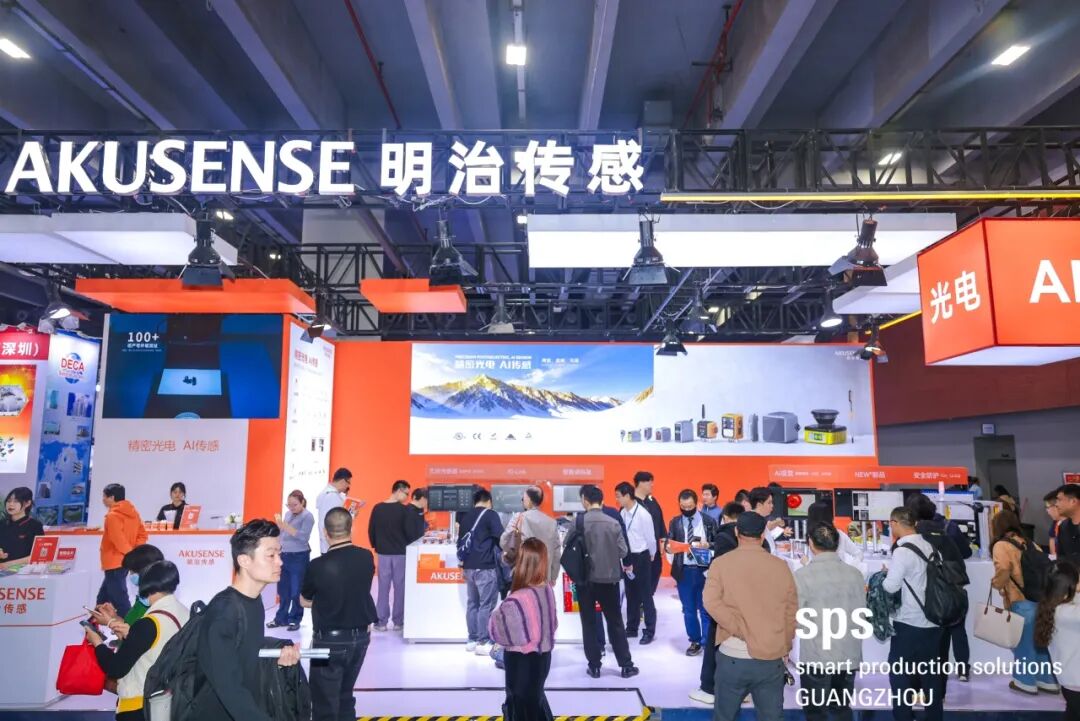
明治展会 | 以“光”会友,下一站成都工博会再续精彩!

真·固态:零运动部件,一种更可靠的3D激光雷达方案


在3C精密电子行业,微小元件的焊接质量直接决定了产品的功能与寿命;在汽车制造的流水线上,每一块车身部件的精准焊接都关乎着整车的安全与性能;在航空航天领域,精密零件的激光焊接更是容不得丝毫偏差。

而在这一个个对焊接精度要求近乎苛刻的场景背后,明治MLD35激光位移传感器正默默发挥着关键作用,尤其是在激光焊接前的工件测量环节,它堪称精准定位的“幕后英雄”。
精度与效率的双重挑战
在激光焊接技术广泛应用之前,传统的工件定位方法主要有机械限位和视觉定位两种。
机械限位通过物理装置对工件进行固定和定位,虽然在一定程度上能保证定位的准确性,但长期使用后,机械部件容易磨损,导致定位精度下降。而且,对于一些形状复杂或材质特殊的工件,机械限位往往难以实现精准定位。
视觉定位则利用摄像头捕捉工件图像,通过图像处理算法来确定工件位置。然而,这种方法受光照条件影响极大。在强光或昏暗环境下,图像质量会大打折扣,从而影响定位的准确性。此外,视觉定位系统通常较为复杂,成本较高,且对计算资源要求较大,在一定程度上限制了其应用范围。
推荐选型
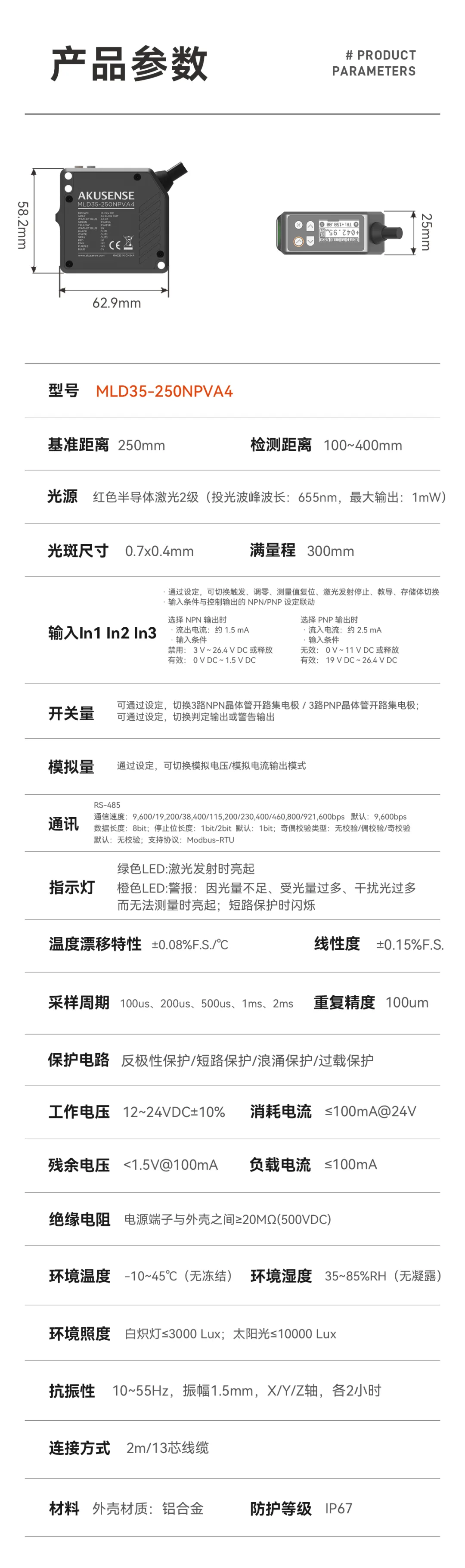
我们为客户工程师推荐了明治MLD35系列,这是一款基于三角测距原理的高精度激光位移传感器,它具有一系列令人瞩目的特性,使其成为精准定位的理想选择。
♦ 高精度测量:毫厘之间的精准把控
MLD35的线性精度高达0.07%F.S,这意味着它能够以极高的精度测量工件的位置信息。在激光焊接中,哪怕是微小的位置偏差都可能导致焊接质量下降,而MLD35的高精度测量能够确保工件被精准定位,为高质量的焊接奠定基础。
♦ 极速响应:实时跟踪的敏捷身手
其响应时间最快可达100μs,能够实时跟踪工件的位置变化。在工件定位过程中,可能会出现各种意外情况导致工件位置发生微小变动,MLD35的快速响应能力能够及时发现这些变化,并将数据实时反馈给控制系统,确保定位的及时性和准确性。
♦ 温漂小:稳定性能的可靠保障
在工业环境中,温度变化是不可避免的。MLD35的温漂仅为±0.08%F.S./℃,即使在温度变化较大的情况下,仍能保持稳定的测量性能。这一特性使得它在各种复杂的工业场景中都能可靠工作,为工件定位提供稳定的保障。
♦ 非接触式测量:无损定位的温柔呵护
MLD35采用非接触式测量方式,避免了机械接触对工件造成的损伤。对于一些表面精度要求高或材质特殊的工件,非接触式测量能够确保工件的完整性和质量,同时适用于各种材质和形状的工件,大大扩大了激光焊接技术的应用范围。
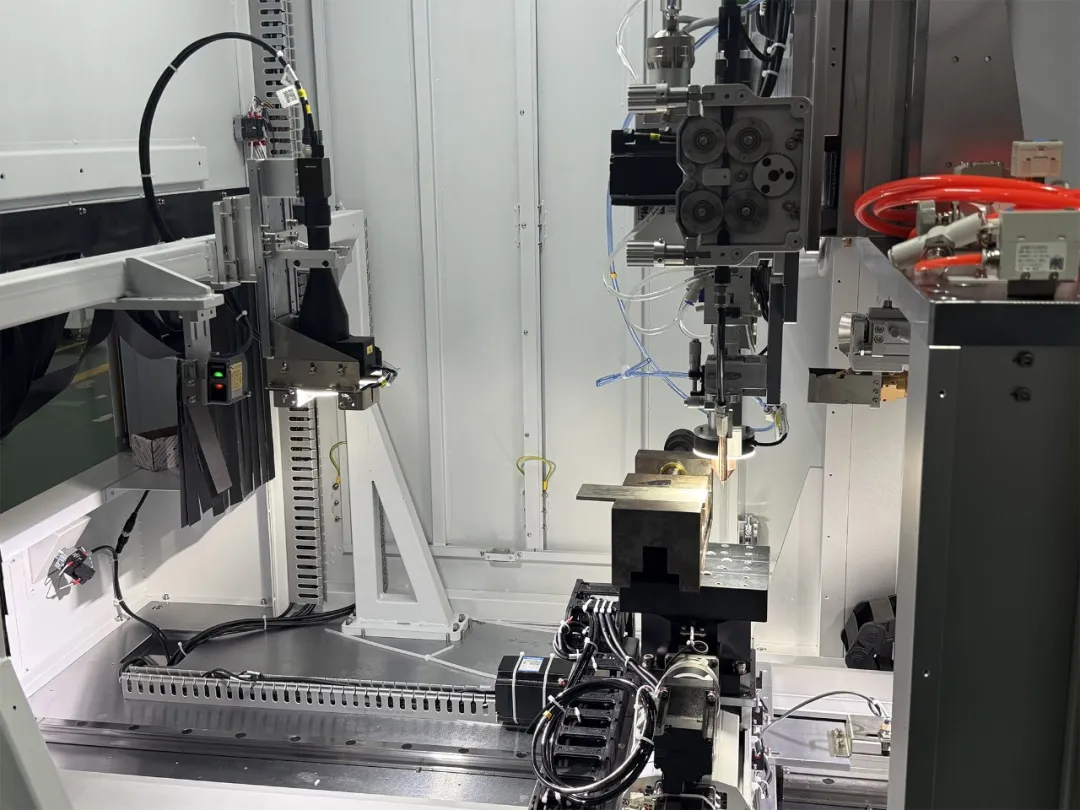
安装实施
当工件被放置到定位装置上时,MLD35激光位移传感器立即开始工作。它发射激光束并接收反射光,通过测量物体表面反射光斑的位置变化来计算位移,具有高精度、非接触、快速测量等优点。

传感器将测量数据实时传输给控制系统,控制系统根据数据与预设的定位参数进行比较,迅速计算出工件当前位置与目标位置之间的偏差。
接着,控制系统根据偏差值调整工件定位装置的位置。这可能通过电机驱动、气缸推动等方式实现,就像有一只无形的手在精准地引导工件移动。在工件移动过程中,MLD35传感器持续进行测量,并将数据反馈给控制系统,形成闭环控制。确保了工件能够准确、稳定地定位在目标位置上。
当工件被定位到目标位置且偏差在允许范围内时,控制系统发出定位确认信号,这就像是一个“绿灯”,表示工件已准备好进行激光焊接。激光焊接机接收到定位确认信号后,立即启动激光焊接程序,开始对工件进行焊接。整个过程无缝衔接,高效而精准。
如果您也面临类似检测难题,欢迎和我们交流! 我们将为您提供定制化解决方案,助力您的生产线迈向智能化升级!